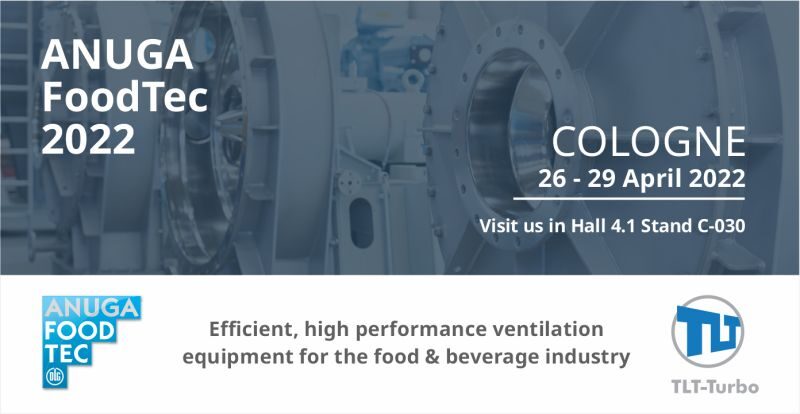
Our Latest News TLT-Turbo GmbH ernennt Hongan Zheng zum GeschäftsführerRead moreTLT-Turbo nimmt an der ACHEMA 2024 teil: Innovationen für die ZukunftRead moreRückblick auf die Maintenance MesseRead moreBesuchen Sie TLT-Turbo auf der Anuga FoodTec 2024!Read moreGerd Jegodzinski wird neuer CEO der TLT-Turbo GmbH: Frischer Wind für globale Expansion und technologische Innovationen in der IndustrieRead moreExzellenz in der Instandhaltung: TLT-Turbos Präsenz auf dem Maintenance Messe 2024Read moreTunnel Ventilation WebinarRead moreTLT-Turbo bereitet sich auf MiningMetals in Usbekistan vor: Besuchen Sie uns im German Pavilion!Read moreTLT-Turbo wird auf der CibusTec vertreten sein und am Stand H 066 in Halle 5 Neuheiten vorstellen!Read moreTLT-Turbo beauftragt SMH als autorisierten Servicepartner in Saudi-ArabienRead moreBesuch der FDP-Landtagsfraktion Rheinland-Pfalz bei TLT-Turbo in ZweibrückenRead moreNachwuchs entwickeln mit StudiumPlusRead moreTLT-Turbo to Exhibit at Cheese Con 2023Read moreTLT-Turbo GmbH to Attend the 2023 VGBE Maintenance in Power Plants ConferenceRead moreTLT-Turbo berichtet über eine erfolgreiche KWTK-TeilnahmeRead moreTLT-Turbo sieht zurück auf eine erfolgreiche Teilnahme am TÜRKÇIMENTO Technical Seminar 2022Read moreMitarbeiter von TLT-Turbo India spendeten Blut während der landesweiten Initiative Raktadaan Amrit Mahotsav (Blutspendefeier)Read moreTLT-Turbo präsentiert energieeffiziente Lüftungssysteme auf dem technischen Seminar von TÜRKÇIMENTORead moreTLT-Turbo GmbH nimmt am Kraftwerkstechnischen Kolloquium teilRead moreTLT-Turbo und Mosen präsentieren Whitepaper über den neuen MoJet®-Ventilator auf der „Tunnel Safety and Ventilation Conference 2022“Read moreTLT-Turbo Mitarbeiter engagieren sich für die UkraineRead moreAnuga FoodTec 2022Read moreAnkündigung eines Großauftrags mit einem polnischen BergbaukonzernRead moreOberbürgermeister von Zweibrücken besucht TLT-TurboRead moreTLT-Turbo stellt auf der Anuga FoodTec 2022 ausRead moreNeuer Geschäftsführer bei TLT-Turbo ernanntRead moreTLT-Turbo festigt seine Position als MVR-Experte für die PharmaindustrieRead moreTLT-Turbo schlägt im revolutionären Tunnel Digitalization Centre die Brücke von der realen zur digitalen Welt.Read moreTLT-Turbo setzt sich für das Wohlergehen des Pflegepersonals in Bad Hersfeld einRead moreModulares Design definiert Effizienz und Verfügbarkeit der Grubenbewetterung neuRead moreTLT-Turbo MVR-Reihe macht Fortschritte in der Lebensmittel- und GetränkeindustrieRead moreKorrosion an KraftwerksventilatorenRead moreTLT-Turbo and MoJet® Join Forces to Redefine Tunnel VentilationRead moreTLT-Turbo Optimizes Air Flow at European Power Plant Based on CFDRead moreTLT-Turbo Secures Ventilation Works for Swiss Baregg Tunnel ProjectRead moreResearch Reveals Best Wear Solutions for Ventilation EquipmentRead moreSpannende Entwicklung aus der MVR-Abteilung!Read moreNeue Ventilatorenbaureihe erweitert die Marktreichweite und liefert kompromisslose LeistungRead moreTLT-Turbo spendet 2.500 € für den guten ZweckRead moreTLT-Turbo GmbH Continues to Show Resilience Through COVID-19 PandemicRead moreModel Acceptance Tests Go Virtual!Read moreTLT-Turbo India Doing their Part to Alleviate COVID-19 BurdenRead moreTLT-Turbo GmbH Announces Contract for Wuhan Sinter ProjectRead moreTLT-Turbo spendet 6000 Atemschutzmasken, um die Bekämpfung des Coronavirus in Deutschland zu unterstützenRead moreTLT-Turbo GmbH Response to the CoronavirusRead morePursuing Air Flow Perfection: 90 Years of Wind Tunnel InnovationRead moreTLT-Turbo Fan Range Redesigned to Meet Specific Mining Industry NeedsRead moreTLT-Turbo On-site Test Lab Advances Product QualityRead moreTLT-Turbo Introduces the Next Generation of Mechanical Vapor RecompressionRead more